Lean- The background for Lean is
very simplistic and yet can also be difficult to grasp, it involves the use of common sense. These principles go as far back as Poor Richard's Almanac in which Benjamin Franklin wrote
"Save and have". As time went
on more and more concepts were driven into the work place. Frank Gilbreth
tripled the swiftness in which a mason could build a house. Later Henry Ford
took his turn at creating a productive industry, My Life and Work(1922) is a single paragraph in which Henry Ford
very aptly describes the concept of waste.
" I
believe that the average farmer puts to a really useful purpose only about 5%
of the energy he expends.... Not only is everything done by hand, but seldom is
a thought given to a logical arrangement. A farmer doing his chores will walk
up and down a rickety ladder a dozen times. He will carry water for years instead
of putting in a few lengths of pipe. His whole idea, when there is extra work
to do, is to hire extra men. He thinks of putting money into improvements as an
expense.... It is waste motion— waste effort— that makes farm prices high and
profits low."
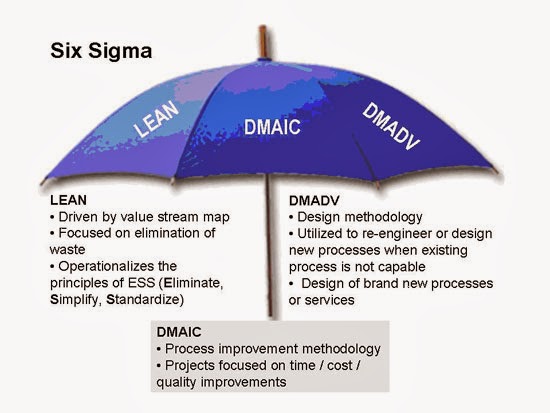
Six Sigma- Six Sigma is not as simplistic as the concept
of Lean, but that may be because of its sheer specificity. Six Sigma in order to ensure that proper
techniques are practiced has a very specific set of doctrines and other methods
that accompany it. The basic doctrine is
to use continuous effort to achieve predictable
and stable results. These efforts
must constantly be analyzed and organized to help ensure that the whole process
works as smoothly as possible as much of the time as it can. A company is like an enormous clock, it will
only work if all the little clogs mesh together. There are two methodologies which help this
"machine" stay in working order, duh-may-ick (DMAIC) and duh-mad-vee
(DMADV). Each of these are a set up of specific acronyms that are fitted to a
specific purpose. First you define the voice of the customer and therefore the
goals you want this machine to achieve. Secondly, you must measure the capabilities of
the machine: product capabilities, production outputs, risks, and other
relevant data. Third, there must be analysis in order to create new methods
or alternative strategies in the most productive manner to be rid of any and
all defects. Either design or improve is the next step in which the analysis is
looked over and the process is either recreated or replaced to make it more
efficient. Lastly, verify or control to ensure that the process
remains as capable as possible and no defects will arise in the future.
"Integrating Lean and Six Sigma." BPMInstitute.org. N.p., n.d. Web. 15 Feb. 2014.
"Integrating Lean and Six Sigma." BPMInstitute.org. N.p., n.d. Web. 15 Feb. 2014.